Since the birth of the first CNC machine tool in 1952, the scope of application of CNC machine tools has been expanding, CNC technology has penetrated into many fields, for the development of the world’s industry in the 20th century has played an important role. In the 21st century, the manufacturing field put forward the requirements of high efficiency, high quality, high precision, high integration, high intelligence, precision and ultra-precision machining technology has become the most important part of modern machinery manufacturing and development direction, CNC machine tools have become the key technology to improve the level of manufacturing and international competitiveness.
There are two main methods to improve the accuracy of CNC machine tools: tolerance prevention method and error compensation method. Tolerance prevention method is through the design and manufacture of ways to eliminate or reduce the source of error, but the cost is high, there are limitations. Tolerance compensation method is through the artificial creation of a new error to offset the original error, with significant economic value.
In machining, machine tool machining accuracy is ultimately determined by the relative displacement between the tool on the machine and the workpiece. The relative displacement error between the tool and the workpiece on the machine tool can be calculated through the error kinematics model, while the tolerance compensation refers to artificially create a new error to offset or greatly weaken the original error of the current problem, through the analysis, statistics, generalization and mastery of the characteristics and laws of the original tolerance, the establishment of mathematical models of error, as far as possible, so that artificially create the tolerance and the original tolerance of the two values of the two are equal, the direction is reversed! In order to reduce the machining tolerance and improve the dimensional accuracy of the parts. Obviously error compensation is a “soft technology”, the cost of its investment and improve the accuracy of the machine itself or the purchase of new high-precision machine tools compared to the price is much lower. Therefore, the tolerance compensation technology is a significant economic value and very effective means of improving the accuracy of machine tools.
CNC machine tool tolerance compensation research key technology
1.1 CNC machine tool error analysis
Tolerance compensation for CNC machine tool error, first of all need to deeply understand and analyze the machine tool error and error generation source, recognize the error link, grasp the nature of the error, and exactly grasp the relationship between the error. The analysis of the error, you can start from the source of the tolerance and the classification of the error.
From the source of error, the general CNC machine tool is mainly composed of bed, column, spindle and various linear guides or rotary axis. Each of these parts produces errors. The sources of error can be divided into: (1) geometric error of the machine parts; (2) motion error; (3) thermal deformation; (4) cutting force; (5) deformation error caused by the weight and load of the machine itself; (6) machine assembly error; (7) test equipment error; (8) tool wear; (9) fixture error; (10) machine servo control error and interpolation algorithm error and so on.
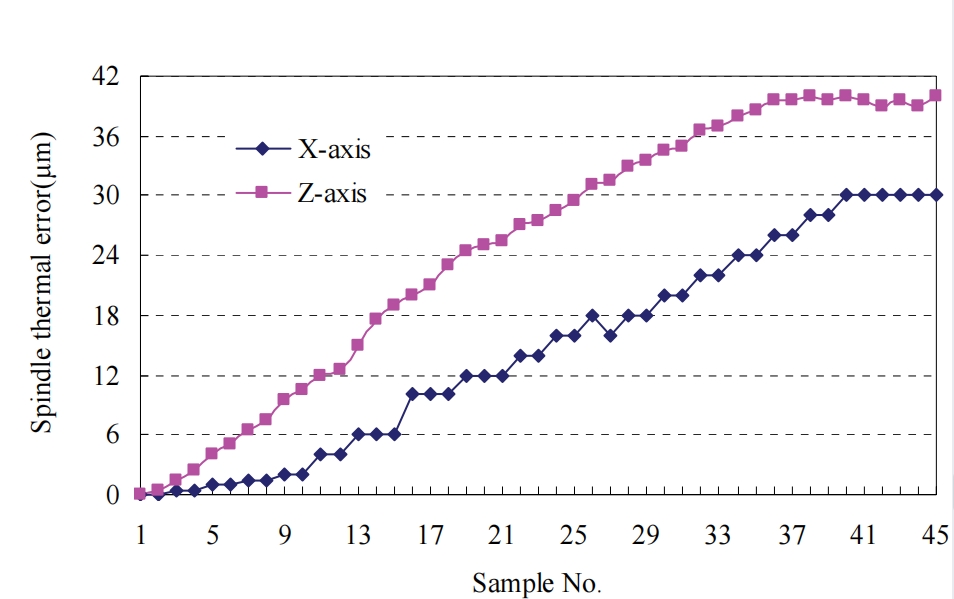
The sources of error can also be categorized into four major groups such as geometric and motion errors, thermal errors, servo control errors and cutting force errors. In the various sources of error in the machine tool, thermal error and geometric error for the most important error [1,2,3], respectively, accounted for 45% of the total error and 20%, so reduce the two errors, especially the thermal error is to improve the machining accuracy of the machine tool is the key to the machine tool and the more precise the machine tool, the thermal error accounts for the greater the proportion of the total error, thermal error not only makes the product dimensional accuracy decline, and due to the size of overshooting adjustment. Affect productivity.
From the nature of the error, can be divided into quasi-static error and dynamic error. The so-called quasi-static error refers to the slow change over time and with the structure of the machine tool itself related to the error. It mainly includes geometric error, the movement of the moving parts of the low-speed movement of the error, the machine tool components of the error caused by the bias load, thermal deformation error, etc., quasi-static error accounts for 70% of the total error of the machine tool. Dynamic error refers to the spindle rotary motion error, machine vibration and machine tool servo control performance of the error. Dynamic errors are more dependent on the operating conditions of the machine. All of these errors result in changes in the relative position of the workpiece to the tool.
The classification of machine tools from the point of view of error compensation can be divided into positional and non-positional errors. Errors related to the machine table or tool position (machine coordinates), i.e., errors that can be expressed by the coordinate position function, such as geometric errors, machine gravity (caused by) errors, tool wear (caused by) errors. Errors not related to the machine table or tool position (machine coordinates), such as thermal errors (related to temperature), force errors (related to the size of the force).
1.2 The main key technology of CNC machine tool tolerance compensation
The most important processes of CNC machine tool error compensation are modeling, measuring, and finally implementing the compensation, so some of the technologies involved in these processes will have a significant impact on the CNC machine tool error compensation.
The most important processes in the process of CNC machine tool error compensation are modeling, measuring, and finally implementing the compensation, so some of the technologies involved in these processes will have an important impact on the effect of CNC machine tool error compensation.
Therefore, some of the techniques involved in these processes will have an important impact on the effect of CNC machine tool error compensation, and therefore have become the main key technologies for error compensation research.
(1) Tolerance modeling technology
Error modeling is an important prerequisite for error compensation, and error modeling can be divided into comprehensive error modeling and error element modeling. In machining, machine tool processing accuracy is ultimately determined by the relative displacement between the tool and the workpiece on the machine tool, the relative displacement error between the tool and the workpiece is expressed in the kinematic model is the integrated error. The modeling of error elements is based on the detection of a certain error element, such as the X-axis linear positioning error in the geometric error or the thermal drift error of the machine tool spindle, to carry out the modeling of error. The key to the study of error modeling technology is to find a more effective modeling method to accurately reflect the errors of the machine through the established model.
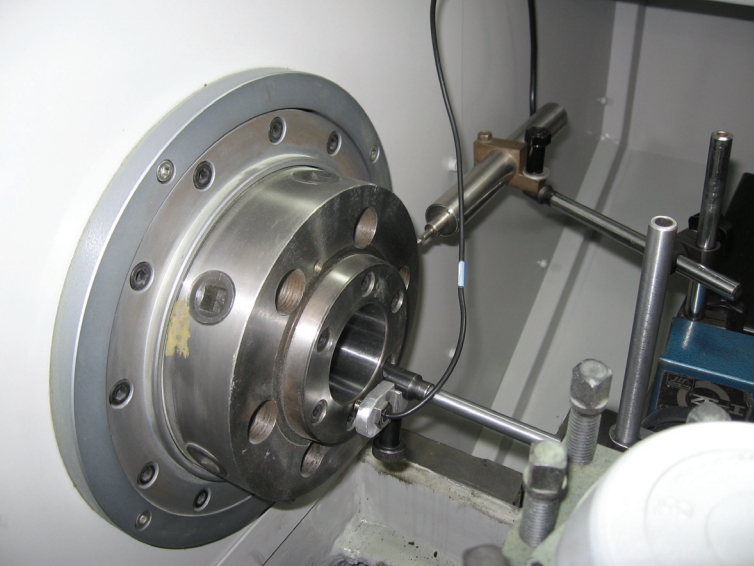
(2) Tolerance Measurement Technology
Because the kinematic model is based on the individual error components of the machine tool to calculate the final positional and directional errors, therefore, it is necessary to accurately and effectively measure and identify the error components. Error measurement methods can be categorized into direct error measurement and indirect error identification. Direct error measurement is the use of laser interferometers or other optical or mechanical methods to measure errors at different positions and temperature distributions in the machine tool, and direct error measurement generally measures a single error. Indirect error identification refers to the use of such as telescopic ballbar, high-precision plane grating and other measuring instruments to measure the error, and then through the kinematics of the establishment of a comprehensive error model and other mathematical methods for the separation of the measured error and indirectly access to the error components, indirect error measurement is generally measured by the integrated error.
Generally speaking, direct tolerance measurement is more accurate and its measurement principle is more simple and clear, but it is more time-consuming. Indirect error measurement is a fast and effective way to measure the error components of machine tools. The key to the study of error measurement technology is to establish a balance between accuracy and efficiency, and to improve the efficiency of error measurement methods as much as possible without sacrificing the need for accuracy.
(3) Tolerance compensation implementation technology
Tolerance modeling and measurement research is ultimately carried out to compensate for errors, and the implementation process of error compensation can be divided into two types: offline compensation and real-time compensation. The so-called offline compensation is based on the measured error of the CNC machining program to be modified into a new machining program after input to the machine tool, or the measured error as an error file placed in the CNC system, called by the system in the machine tool operation process to achieve the effect of error compensation. Offline compensation requires that the error used for compensation is a known or even fixed value, so it can only be used for stable errors of the machine tool, such as geometric errors of the machine tool, and thermal errors of the machine tool are related to the temperature field of the machine tool, and the temperature of the machine tool is constantly changing, so it is necessary to adopt a real-time compensation method.
Real-time compensation method through certain hardware assisted devices, the acquisition of temperature or position and other external signals into the compensation device, the compensation device by the error model real-time calculation of the specific value of the error compensation, and then through the interface to the machine tool system for error compensation movement. The real-time compensation method is highly applicable to machine tools, and can compensate for a variety of types of errors, including positioning errors, and the model used for error prediction is also more flexible, from simple linear models to neural networks and other complex models can be compiled through the software, and the selection of the most effective error prediction model can largely improve the accuracy of the compensation. The key to the implementation of error compensation technology is to improve the real-time compensation, accuracy, effectiveness and simplicity.
1.3 Research on comprehensive modeling technology of CNC machine tool tolerance
In machining, machine tool machining accuracy is ultimately determined by the relative displacement between the tool and the workpiece on the machine tool, the relative displacement error between the tool and the workpiece needs to be calculated through certain mathematical methods to obtain. 1960, D.L. Leete derived the geometric error of the machine tool through the trigonometric relationship [4], and in 1977, Schultschick used the vector expression method to establish the In 1977, Schultschick modeled the spatial positioning error of a three-axis coordinate boring machine using vector expression [5].
In 1985, Zhang et al. used a multidimensional error matrix model for error modeling and compensation of CMMs [6,7].
By 1986, Ferreira and Liu proposed an analytical quadratic model for geometric errors in three-axis machine tools based on rigid body kinematics and small angle error assumptions [8]. To simplify the analysis, the two straightness errors are considered as correlated variables of the two angular errors in a single transformation matrix, and the angular error components are assumed to be linear functions. The advantage of using this quadratic model is that the main errors of the machine tool can be directly expressed in parametric form. In contrast, Donmez et al. derived a generalized error synthesis model for lathes which takes into account geometrical errors as well as thermal errors and is the first comprehensive model of errors in geometry and heat [9].
1992 Ruegg established a generalized kinematic model of a five-axis CNC milling machine containing rotary axes [10].Chen et al. considered the effect of errors generated by the motion of non-rigid bodies in machining centers and compensated for it [11].The proposed chi-square coordinate transformation matrix modeling method, which can combine the geometrical and thermal errors very well and consider the effect of non-rigid bodies, is one of the most commonly used methods for the establishment of the synthesis model at present. method.
In 1996, Lin et al. developed an adaptive error identification method that uses a characteristic comparison based approach to calculate the correlation between machined workpiece size and shape errors and machine system errors, and uses inverse kinematic modeling and statistical methods to identify and delineate the role of individual machine tool error components on the incompleteness of the work characteristics [12].In 2004 Chana Raksir presented an error model for a three-axis CNC milling machine incorporating potent errors and compensating for them [13].
Prospects and reflections of current research work
Under the unremitting efforts of relevant scholars, the motion error detection, modeling and compensation technology of CNC machine tools has been greatly developed. From the point of view of the current state of development, there are still the following aspects of the problem need to be solved:
(1) Tolerance compensation to be extended
The traditional error compensation only considers the machine geometry tolerance and thermal error, but with the application of powerful cutting and difficult-to-machine materials cutting, cutting force and tool wear error also become important. Therefore, comprehensive compensation of machine geometry error, thermal error, cutting force error and tool wear error is required.
(2) Improve the robustness of thermal tolerance modeling
There are many factors that affect the thermal error of a machine tool, so the error identification process needs to simulate various conditions, which is time-consuming. At the same time, there are differences between the thermal error models derived from the same type of machine tool. Therefore, it is necessary to improve the robustness of the thermal error model to shorten the error identification time and reduce the differences between models.
(3) Improvement of error detection methods
Traditional tolerance detection methods are costly, inefficient, and difficult to detect in real time under complex processing conditions. Therefore, there is a need to develop more effective, efficient, and real-time error detection methods.
(4) Development of universal, intelligent tolerance compensation system
The existing tolerance compensation system has poor versatility and flexibility, and the compensation response speed is slow and the accuracy is low. Therefore, there is a need to develop an error compensation system with versatility, intelligence, fast response speed, and high accuracy.
References:
- [1] Bryan, J. B. International Status of Thermal Error Research. Annals of CIRP, 1990, 39 (2): 645-656
- [2] Ferreira, P. M., Liu, C. R. A method for Estimating and Compensating
Quasistatic Errors of Machine Tools. Journal of Engineering for Industry, 1993, 115 (1): 149-159 - [3] Robert B. Aronson. War Against Thermal Expansion. Manufacturing Engineering, 1996, 116 (6): 45-50
- [4] Leete D.L. Automatic Compensation of Alignment Errors in Machine Tools.
International Journal of Machine Tools and Manufacture, Des. Res.1,1961:293-324 - [5] Schultschik R. The components of volumetric accuracy, Annals of CIRP,1977, 25(1): 223-228
- [6] Zhang G., Veale R., Charlton T., Borchardt B. and Hocken R. Error
compensation of coordinate measuring machines, Annals of the CIRP, 1985,34(1), 445-448 - [7] Busch K., Kunzmann H. and Waldele F. Calibration of coordinate measuring machines, Butterworth and Co (Publishers) Ltd, 1985, 7(3): 139-144.
- [8] Ferrerira, P. M., Liu C. R. An Analytical Quadratc Model for the Geometric Error of a Machine Tool. Journal of Manufacturing Systems, 1986, 5 (1): 51-62
- [9] Donmez M. A., Blomquist D. S., Hocken R. J., Liu C. R., and M. M. Barash, A General Methodology for Machine Tool Accuracy Enhancement by Error Compensation. Precision Engineering, 1986, 8 (4): 187-196
- [10] Ruegg A. A generalized kinematics model for three to five axis milling machine and their implementation in a CNC. Annals of the CIRP, 1992,41(1): 547-550
- [11] Chen J. S., Yuan J., Ni J. Compensation of Non-Rigid Body Kinematic Effect of a machine Center. Transaction of NAMRI, 1992, 20: 325-329
- [12] Lin P.D. and Ehmann F.K. Inverse error analysis for multi-axis machines, Journal of Engineering for Industry, Transaction of the ASME, 1996, 118:88-94
- [13] Chana R., Manukid P. Geometric and force errors compensation in a 3-axis CNC milling machine. International Journal of Machine Tools and Manufacture,2004,44: 1283–1291