With the rapid development of computer technology, the traditional manufacturing industry has begun a fundamental change. Industrialized countries have invested heavily in modern technology research and development and have proposed a new manufacturing model.
In modern manufacturing systems, CNC technology is key.
It is microelectronics, computers, information processing, automatic detection, automatic control, and other high-tech in one, with high precision, high efficiency, flexible automation, and other characteristics of the manufacturing industry. Integration and intelligence play a pivotal role in achieving flexible automation.
CNC technology is fundamentally changing, from the specialized closed-loop control mode to the development of general-purpose open real-time dynamic closed-loop control mode.
Based on integration, the CNC system to achieve ultra-thin, ultra-small;
CNC systems leverage intelligent, integrated technologies such as computers, multimedia, fuzzy control, and neural networks.
These systems enable high-speed, high-precision, and high-efficiency control, automatically correcting, adjusting, and compensating for parameters while supporting online diagnostics and intelligent troubleshooting.
Based on the network, CAD / CAM and CNC systems are integrated, and machine tools are networked, realizing group control processing with centralized control.
There is no feedback control link between CAD/CAM and CNC, and CNC is only a closed, open-loop actuator throughout the manufacturing process.
In a complex and dynamic environment, factors such as tool combinations, workpiece materials, spindle speed, feed rate, tool trajectory, depth of cut, step length, and machining allowances cannot be adjusted in real-time to account for external interference and random variables.
Feedback control and CADCAM settings are often not dynamically corrected, impacting CNC work efficiency and product quality.
The traditional CNC system, with its fixed program control mode and closed architecture, which limits the CNC to the development of multi-variable intelligent control, has not adapted to the increasingly complex manufacturing process.
Therefore, the implementation of changes in CNC technology is imperative.
1.The development trend of numerical control technology
1.1 Performance development direction
(1) high speed, high precision, and high-efficiency speed, precision, and efficiency are the key performance indicators of machinery manufacturing technology.
The use of a high-speed CPU chip, RISC chip, multi-CPU control system, and AC digital servo system with high-resolution absolute detection components, while taking effective measures to improve the machine tool’s dynamic and static characteristics, has greatly improved machine tools’ high-speed, high precision, and high efficiency.
(2) Flexibility Contains two aspects: the flexibility of the CNC system itself, the CNC system using modular design functional coverage, which can be tailored to meet the needs of different users;
Group control system flexibility: The same group of control systems can be based on the requirements of different production processes, so the flow of materials and information can be automatically adjusted dynamically to maximize the effectiveness of the group control system.
(3) Process composite and multi-axis to reduce the process auxiliary time for the main purpose of the composite processing, which is towards the multi-axis, multi-series control function direction.
CNC machine tool process composite refers to the workpiece on a machine tool after clamping, automatic tool change, rotating spindle head or rotary table, and other measures to complete the multi-process, multi-surface composite machining.
Advances in numerical control technology provide multi-axis and multi-axis linkage control, such as the number of controllable axes in the FANUC15 system and the number of linkage axes for the 2 ~ 15 axes, Siemens 880 system control axes up to 24 axes.
(4) Real-Time Intelligence Early real-time systems were usually aimed at relatively simple ideal environments, and their role was to schedule tasks to ensure they were completed within a specified deadline. Artificial intelligence, on the other hand, tries to use computational models to achieve a variety of intelligent human behavior.
In the development of science and technology to the present day, real-time systems and artificial intelligence combined, artificial intelligence is to have a real-time response to the development of a more realistic field, and real-time systems are also towards the development of intelligent behavior, more complex applications, resulting in real-time intelligent control of this new field.
In numerical control technology, research and application of real-time intelligent control are developing along several major branches: adaptive control, fuzzy control, neural network control, expert control, learning control, and feed-forward control.
For example, in a CNC system equipped with a programming expert system, fault diagnosis expert system, automatic parameter setting, and tool management and compensation systems, advanced functions such as prediction, budgeting, and dynamic feed-forward are introduced in high-speed machining.

Fuzzy control is applied in pressure, temperature, position, and speed control, significantly enhancing the CNC system’s control performance and enabling optimal control.
The purpose of control.
1.2 Functional development direction
(1) User interface The graphical user interface is the dialogue interface between the CNC system and the user. Because different users have different requirements for the interface, and thus the development of the user interface workload is very large, the user interface has become one of the most difficult parts of computer software development.
The current INTERNET, virtual reality, scientific computing visualization, and multimedia technologies also require higher user interface requirements.
The graphic user interface greatly facilitates the use of non-professional users.
People can operate through the window and menu to facilitate blueprint programming and rapid programming, three-dimensional color stereo dynamic graphic display, graphical simulation, graphical dynamic tracking and simulation, different directions of the view, and the local display of the proportion of the scaling function.
(2) Scientific computing visualization can efficiently process and interpret data, so information exchange is no longer limited to text and language expression. It can directly use graphics, images, animation, and other visual information.
Visualization technology combined with virtual environment technology to further broaden the application areas, such as drawing-free design, virtual prototype technology, which is important to shorten the product design cycle, improve product quality and reduce product costs.
In numerical control technology, visualization technology can be used in CAD/CAM, such as automatic programming design, automatic parameter setting, tool compensation and tool management data dynamic processing and display, and visualization of the machining process simulation demonstration.
(3)Diversification of interpolation and compensation modes A variety of interpolation modes, such as linear interpolation, arc interpolation, cylindrical interpolation, spatial elliptic surface interpolation, thread interpolation, polar interpolation, 2D + 2 helical interpolation, NANO interpolation, NURBS interpolation (non-uniform rational B-spline interpolation) Spline Interpolation (A, B, C Spline), polynomial interpolation and so on.
Various compensation functions are available, such as gap compensation, perpendicularity compensation, quadrant error compensation, pitch and measurement system error compensation, speed-related feed-forward compensation, temperature compensation, tool radius compensation with smooth approach and exit, and opposite point calculation.
(4) Built-in high-performance PLC The numerical control system is equipped with a high-performance PLC control module, which can be directly programmed by a ladder diagram or high-level language, with intuitive online debugging and online help functions.
Programming tools for lathes and milling machines include examples of standard PLC user programs. Users can edit the standard PLC user program based on modifications, making it convenient to build their applications.
(5) the application of multimedia technology set of computers, sound, and communication technology in one so that the computer can comprehensively deal with sound, text, images, and video information.
In numerical control technology, multimedia technology can process information in an integrated, intelligent way in real-time monitoring systems, production site equipment fault diagnosis, production process parameters monitoring, and other aspects of the application, which has significant value.
1.3 System architecture development
(1) Integration using highly integrated CPU, RISC chips, and large-scale programmable integrated circuits FPGA, EPLD, CPLD, and special integrated circuits ASIC chip can improve the integration of CNC systems and hardware and software operation speed.
Applying FPD flat panel display technology can improve the display’s performance.
Flat-panel displays with high-tech content, are lightweight, small in size, low power consumption, portable, and other advantages can realize super-large-size displays. CRT and CRT to fight emerging display technology are the mainstream of 21st-century display technology.
The application of advanced packaging and interconnection technology and semiconductor and surface mounting technology is done in one. By increasing the density of integrated circuits and reducing the length and number of interconnections, product prices, performance, and component size are reduced, improving system reliability.
(2) Modular hardware modularity simplifies the integration and standardization of CNC systems. By using a building-block approach, basic modules like the CPU, memory, position servo, PLC, I/O interfaces, and communication modules can be adjusted in functionality and quantity to create CNC systems of varying grades.
(3) Networking Machine networking can be remote control and unmanned operation. Through the network of machine tools, it can be in any one machine tool for other machine tools for programming, setting, operation, and operation; different machine tools can be displayed on the screen of each machine tool at the same time.
(4) Generalized open closed-loop control mode uses general-purpose computers to form a bus-type, modular, open, embedded architecture that is easy to cut, expand, and upgrade.
The CNC system can be composed of different grades, types, and degrees of integration. Closed-loop control mode is for the traditional CNC system; only a dedicated single closed open-loop control mode is proposed.
(5) As the manufacturing process is a complex process with multi-variable control and processing technology, including processing size, shape, vibration, noise, temperature, and thermal deformation of a variety of changing factors, to achieve multi-objective optimization of the machining process, it is necessary to use a multi-variable closed-loop control, dynamic adjustment of the machining process variables in real-time machining process.
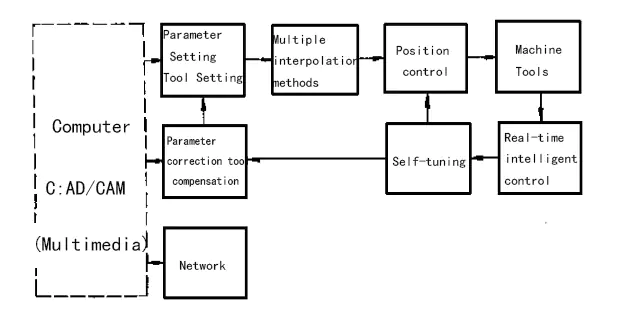
(6) machining process using open universal real-time dynamic closed-loop control mode, easy-to-computer real-time intelligent technology, network technology, multimedia technology, CAD/CAM, servo control, adaptive control, dynamic data management and dynamic tool compensation, dynamic simulation and other high-tech integration into one, constituting a rigorous closed-loop control system of the manufacturing process, to realize the integration, intelligence, network. The system can be integrated, intelligent, and networked.