Injection molding is the process of using metal materials to form a cavity in the shape of a part, applying pressure to the molten fluid plastic, shooting it into the cavity and maintaining the pressure for some time, then cooling the plastic melt and removing the finished part.
Injection molding generally relies on the injection molding machine and the corresponding mold to achieve, the granular plastic in the injection molding machine barrel heated to melt to flow state, through the injection molding machine plunger or screw pressure, the plastic melt compression into the nozzle at the head of the barrel, quickly injected into the closed mold cavities and maintain the pressure for some time, after the cooling of the mold, open the mold to take out the parts.
It is an intermittent process, and most injection molding machines operate in a horizontal orientation. Manufacturers typically use metals like steel or aluminum to make the molds for injection molding. Injection molding produces a wide variety of parts, primarily plastic, ranging from plastic gears in toys to various white goods.
The injection molding process generally consists of five steps: the mold forms a cavity, the plastic melt enters the cavity through the pressure applied by the column, screw, etc., the pressure inside the cavity is maintained to shape the plastic melt, the mold temperature is regulated, and the mold opens to release the product.
In recent years, traditional mold production and processing technology has been unable to meet the needs of market development, a large number of new processes, and new technologies to improve labor productivity and technical content, is the road to industrial development.
Now we will introduce you to several other injection molding techniques:
Foam injection molding technology
We can divide foam injection molding technology into two types: physical foam and chemical foam. Molten plastic particles are dosed with supercritical ammonia or carbon dioxide gas, then mixed, diffused homogeneous melt, under pressure into the cavity is called physical foaming, physical foaming product cross-section is shown in Figure 1.
The injection process forms a large number of bubble nuclei, and the bubbles grow and stabilize during the injection, pressure holding, and cooling processes.Through the injection molding machine barrel of molten plastic particles in the addition of chemical blowing agent, and then injected into the mold, the blowing agent in the plastic internal foaming to fill the mold cavity, taken out to get the internal pore structure, the surface of the tough crust-like parts is called chemical foaming, chemical foaming product cross-section as shown in Figure 2.
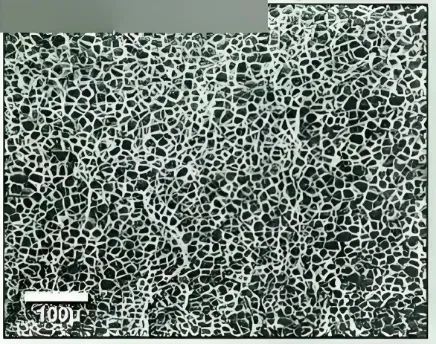
Figure 1 Cross-section of physically foamed product
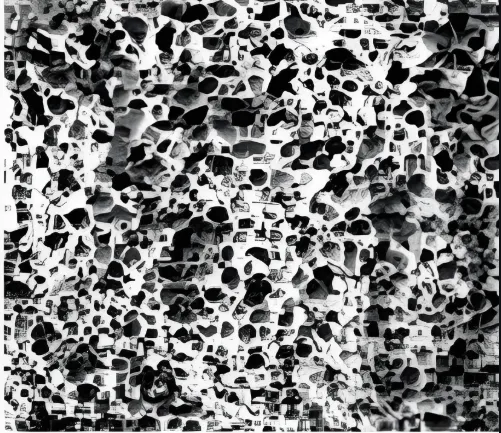
Fig. 2 Cross-section of chemically foamed products
Physical foam molding typically produces bubble holes with a diameter below 50 μm and a uniform distribution, with a density greater than 110/cm³. Manufacturers mainly use chemical foaming for producing thick-walled parts with wall thicknesses greater than 5 mm. This method results in large bubble holes, generally over 100 μm, with uneven distribution.
- The advantages of foam injection molding include weight reduction, with plastic products maintaining their basic mechanical properties while reducing weight by 5% to 30%. It improves the reinforcement thickness-to-wall thickness ratio, and when this ratio is less than or equal to 1, it eliminates surface defects like shrinkage marks. The injection molding pressure is minimal, which reduces the clamping force and shortens the molding cycle. The process also reduces internal stress, decreasing the deformation of parts by 25% to 75%, thus improving warping. Reducing the viscosity of the plastic melt aids in better filling and improves product dimensional accuracy and stability.
- Foam injection molding technology can control the production of parts with dimensional accuracy between 0.001mm~0.01mm, or even below 0.001mm. Compared with the traditional injection molding process, the parts produced by this technology have good mechanical properties and dimensional stability, the dimensional accuracy and repeatability of the parts are high, and the tolerance range is small.
- The disadvantages of foam injection molding: the material flow front makes it easy to form radial flow marks, whether it is chemical foam or micro-foam, there are significant white radial flow marks, and the surface quality of the parts is poor, not for surface quality requirements of the higher parts.
- Counterpressure molding technology
Counterpressure molding technology uses compressed air in the melt injection before the mold pressurization, to maintain the air pressure value of the mold cavity to ensure that the maintenance of the air pressure value in the cavity before filling the mold, so that the melt is pressed to the surface of the mold, the counterpressure molding technology principle as shown in Figure 3.
The compressed gas presses the molten plastic against the cavity wall, preventing the growth of gas nuclei in the plastic melt as air pressure reduces at the front of the material flow. As the air pressure remains stable, it also maintains the counterpressure, inhibiting the growth of gas nuclei in the material flow. This ensures the dimensional stability of the parts and effectively reduces injection defects such as depression, warpage, shrinkage, and convergence lines.
The stable existence of counterpressure pressure makes the outer surface of the part and the mold cavity surface for a long time close, and the outer surface of the part molding dimensional accuracy and finish greatly improved.
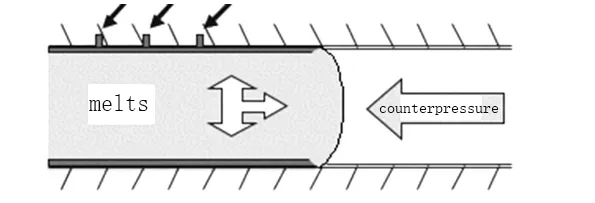
Figure 3 Principle of counterpressure molding technology
The start-up time of the counterpressure equipment has a significant impact on the quality of the product, at this stage mainly rely on experience to determine the counterpressure mediator time. At present, counterpressure + foam injection molding technology has been widely used in the field of mechanical shells, structural bases, and other high-strength requirements. In the field of thick-walled products, the counterpressure injection molding technology, can shorten the holding time, and improve the dimensional stability of products.
- Gas-assisted molding technology
- Surface gas-assisted molding technology
Surface gas-assisted molding technology, also known as external gas-assisted molding technology, commonly used in ribs, spokes, columns, bushings, or other protrusions, is a kind of extended gas-assisted injection molding, used to compensate for volume shrinkage due to uneven wall thicknesses, surface gas-assisted molding principle as shown in Figure 4. For example, it can effectively avoid the appearance of shrink marks on the surface, but also can reduce internal stress, and can reduce the deformation of the product after injection warping phenomenon, mainly used in office equipment, electronic products, high-grade daily necessities, and other precision requirements of the field.
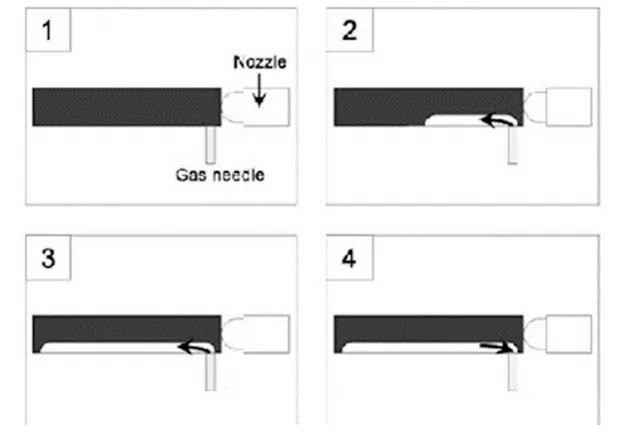
Fig. 4 Principle of surface gas-assisted molding
- Internal gas-assisted molding technology
Internal gas-assisted molding technology means that after injecting a portion of the melt into the mold cavity, manufacturers quickly inject high-pressure gases, such as ammonia, into the melt. This action creates a hollow area and accelerates the flow of the melt, pushing it forward until it fills the entire cavity. The molding principle of internal gas-assisted molding is shown in Figure 5.
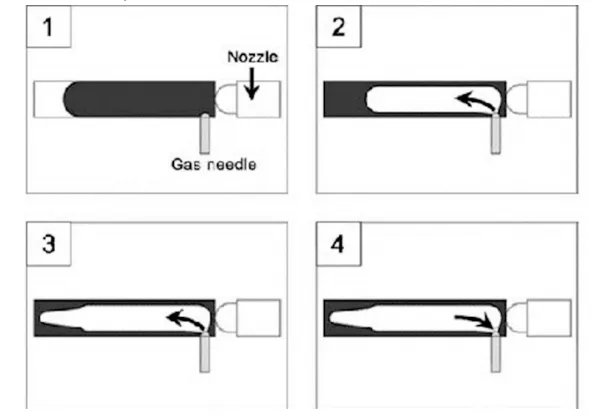
Fig. 5 Internal gas-assisted molding principle
Gas-assisted injection molding technology offers advantages, such as saving raw materials and reducing cooling time, because it involves gas in the injection molding process. The homogeneous characteristics of the gas transfer pressure allow the melt to fill the internal space of the cavity with less injection pressure compared to regular injection molding. This reduces the injection pressure and the clamping force.
At the same time, it can reduce the residual stresses inside the final product, reduce the warping and deformation of the product, and improve the surface quality of the product. Therefore, under the premise of the same volume, the use of this method can produce a lighter mass, relatively high stiffness and strength, and a high definition of the contour curve of the finished product.
- 3D printing technology
3D printing is a kind of additive molding technology, that uses software to process the digital model layer by layer, the use of metal powder or molten plastic and other materials with adhesive properties, layer by layer, cumulative bonding to construct parts. Currently, the field of mold uses this technology mainly for processing parts that conventional methods cannot achieve, such as parts requiring small-shaped holes or complex bending of the cooling water circuit.
Manufacturers widely use 3D printing technology in the production of injection molds to solve many complex mold parts processing problems. Commonly used is the use of metal powder 3D printing processing internal structure of complex mold parts.
Another is part of the 3D printing, that is, in the existing mold parts on the use of 3D printing processing “graft” part of the mold steel, so that it meets the needs of use. The use of the grafting method of 3D printing production of mold parts in the combination of position strength is slightly weaker than the overall structure but stronger than the strength of the weld.
- In-mold thermal cutting technology
The temperature of the plastic part gradually decreases during the cooling process, and it is easier to remove the cold gate when the temperature of the plastic part is higher.In-mold thermal cutting shears or extrudes the gate before opening the mold, separating the product from the gate in the injection molding process.
At the end of the pressure holding period, before opening the mold, a cutter driven by a high-pressure cylinder or another form of drive cuts off or extrudes the cold gate. When the mold opens and ejects the product, it automatically separates from the gate material. Since the gate hasn’t completely frozen by the end of the pressure holding, the cut-off surface remains smooth and flat, without any residual material burrs.
- In-mold thermal cutting technology
The temperature of the plastic part gradually decreases during the cooling process, and it is easier to remove the cold gate when the temperature of the plastic part is higher. In-mold thermal cutting shears or extrudes the gate before the mold opens, separating the product from the gate material in the injection molding process.
At the end of the pressure holding period and before the mold opens, a cutter driven by a high-pressure cylinder or other means cuts off or extrudes the cold gate. The mold then opens, and the product automatically separates from the gate material. Since the gate hasn’t fully frozen at the end of the pressure holding, the cut-off surface remains smooth and flat, without any residual material burrs.
In-mold hot cutting technology can replace the traditional manual, punching or milling to the gateway, thus simplifying the process and improving the efficiency; in-mold hot cutting technology solves the traditional injection mold after opening the mold and the gate connected to the plastic parts, which need to manually trim the pouring system of the condensate problem, to avoid causing damage to the appearance of the product and thus affect product quality, and improve the consistency of the parts; to achieve the automation of the removal of the side of the sprue, fan-shaped gate, It is especially suitable for side gates, fan gates, ring gates and spoke gates.
- High-gloss, no-melt-mark mold technology
High light without fusion mark mold technology mainly uses an electric heating rod or high temperature and high pressure, water vapor to quickly heat the mold to a certain temperature, and then injection, holding pressure, and cooling stage using a lower temperature of cold water to quickly circulate cooling the mold, so that the mold temperature quickly reach the temperature required for the mold and then out of the mold, to complete the entire injection molding production process.
Adopting high-gloss and no-melt-mark mold technology can make the surface of plastic parts high-gloss, no-melt-mark, no-flow-mark, no-flow-line, and produce the mirror effect, and improve the strength and surface hardness of plastic parts.
High light without fusion mark mold technology can also replace the pollution of the spraying process, but also because of the reduction of the process, eliminating the cost of secondary processing, in a substantial reduction in production costs at the same time, saving energy and materials.
The technology also processes materials filled with glass fiber or mineral filler, effectively preventing the material from being exposed on the surface of the parts. This ensures that the surface quality of the plastic parts filled with reinforcing materials achieves a mirror effect. It can be widely applied in the green manufacturing of plastic parts across industries such as home appliances, communications, daily necessities, and medical care, including TV sets, computers, automotive interior parts, and more.
wrap-up
New injection molding technologies build on the traditional injection molding process by introducing new materials, methods, and intelligent control, achieving more efficient, accurate, and environmentally friendly production. These technologies improve the quality of injection-molded products and meet diversified market demands.